
Improving Dimensional Stability in 3D Printing with Onyx
Earlier this year we released our Onyx material, a stiff, professional filament for end-use applications. Available previously for Mark Two Enterprise users and now more accessible than ever with our Onyx Series printers, the material increased dimensional stability and an increased print success rate compared to other 3D printing materials. In this blog I’ll go a bit deeper into why that is and what it means. In this context, dimensional stability refers to the ability of 3D printed components to keep their shape as they are being printed. A printer or material may have poor dimensional stability for a few different reasons. If you’ve worked with FDM 3D printers before, you’ve probably experienced some common issues like part warping as the filament cools, or drooping and poor surface finish beneath unsupported overhangs. Even when support material is used, certain geometries may fail because of the way that filament cools, and as a result parts will either not come out to the spec that you need them to or fail during the print and necessitate redesign.
The micro-carbon reinforced nylon that makes up Onyx filament gives it some of the material properties you may have seen looking at the properties of Onyx listed on our data sheet – Onyx is stiffer and has different thermal properties, like heat deflection, than most 3D printed plastics. This affects the way it prints – the stiffness and minimal thermal deformation create much less warping during the 3D printing process. This minimizes peeling off the build plate, allows for more substantial overhangs (both with and without supports), and ensures high dimensional accuracy when 3D printing. Once the filament is extruded, it holds much more true to its form, meaning that your parts are more accurate to your CAD model. As customer Alan Rencher of Media Blackout puts it, “Onyx is a stiffer material, the edges are true…parts look better and they fit together better, so it’s been a huge help. We don’t have to redesign or print new parts.”
To showcase the dimensional stability in 3D printing Onyx, I’ve been trying to push the material to its limits and I’ve run a few tests to experiment what Onyx can tolerate. While some of these properties are notably intertwined with our printer, I hope this will give you a good understanding of what we mean when we say “high dimensional stability.”
Warping
Warping is a big problem for many desktop 3D printers, so first I’ll provide a brief explanation of why 3D printed parts warp. Parts warp in the first place because as the printed plastic cools, it shrinks. Once material is extruded, it immediately starts to cool. When the printer traces out the perimeter of a part, it adheres to the build plate. At this point, the material is still cooling, and still wants to shrink, but it is stuck. This creates a force around the perimeter of the part pulling the outsides in – a thermal moment – which makes the edge of the part want to curl in toward the center. As another layer is added, it happens again, and the force is now essentially doubled, and this only magnifies as larger layers (layers with more aggressive overhangs) are added, so even with support material parts can fail due to warping. Parts start to peel off the build plate once enough layers have stacked up, which is why you don’t notice it on the first layer. Parts tend to peel up at the corners because they act as stress concentration points. Imagine a single line of filament being laid down. It naturally wants to contract along its length. When two perpendicular lines are introduced, this creates a larger force directly at the corner, as shown in the image below.

This doesn’t happen as much for round, smooth perimeters because there is no one point in which the force is built up more than another. But it’s still a big problem, so how do you prevent warping in 3D printing? Common solutions to warping vary, including increasing surface area contact at the corners with rafts or discs, heating the build plate, or using a heated enclosure to regulate the cooling more effectively. But really, warping can be solved with materials, too. With stiffer materials that deform less when heat is applied, warping can also be reduced. Onyx is one such material – its stiffness and its thermal properties mean that it has very minimal warping compared to most other filaments. Additionally, with continuous fiber reinforcement, warping is further reduced because the fiber is strong enough to force the layers to stay flat, thus counteracting the thermal moment with materials instead of external design or printer set-up fixes. We printed a triangular prism balanced on its edge, with 100% infill out of Onyx, as shown in Eiger.io, our slicer:

This shape is really terrible to print because the filament is primarily laid out upon one axis, so it really wants to pull from each side toward the center. That, combined with larger cross-section layers above it (to form the inverted triangle) means that you’re getting a huge force coaxing the part to peel up. Here’s what happened when we printed it out of PLA (100% infill, no raft) on a different FFF (Fused FIlament Fabrication) off-the-shelf desktop 3D printer. The part peeled entirely off the build plate, so it wasn’t actually able to print fully:
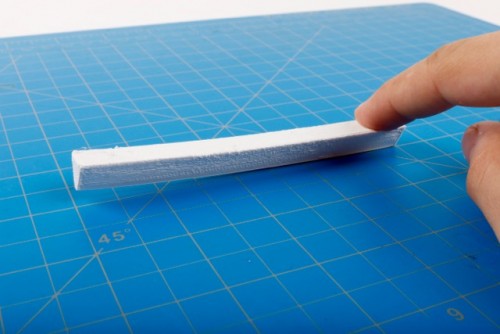
And now, here it is out of Onyx:

Overhangs
On desktop 3D printers with single plastic extruders like ours, overhangs are always a big question when it comes to materials, because many people try to design to avoid them. On the Mark Two, this is not always necessary, because our support material ends up being really easy to pull off, as shown:
But even with supports, overhangs are sometimes hard to accomplish for the same reasons that warping is a problem. Larger cross sections stacking on top of smaller ones create a thermal moment that can make the edges of an overhang, even when supported, curl up and jam the printer. With a material like Onyx, there is minimal warping, and thus minimal overhang instability. In fact, it can safely go up to about 70 degrees with no supports, which even we were surprised by:
We used Make Magazine’s 3D printing test parts to evaluate the material. And the surface finish on the underside is still pretty great:

Dimensional Stability
This filament, combined with our printer’s detailed resolution, mean that you can produce high quality, dimensionally stable 3D printed parts that come out just the way you designed. Take a look at this GIF of us running a negative space tolerance test (also from Make Magazine’s test), getting down to a 0.2 mm radial gap between each pin and its corresponding hole:
So this is what we mean when we say that our new micro-carbon reinforced Onyx filament has dimensional stability. The part will hold true to its design, meaning that you can use this material to get precise, consistent, and beautiful results, and you won’t need to use any sanding or filler putty to shape your overhangs or flat surfaces to get the quality you need. With Onyx and our engineering desktop 3D printer, you can present end-use parts easily and not have to worry about your 3D printed designs being out of spec. We designed our Part of the Week Award out of Onyx to showcase the kinds of designs it is capable of!

And from top view, it looks like our logo!

Order a sample part and learn more about the Onyx One 3D Printer!
All of the blogs and the information contained within those blogs are copyright by Markforged, Inc. and may not be copied, modified, or adopted in any way without our written permission. Our blogs may contain our service marks or trademarks, as well as of those our affiliates. Your use of our blogs does not constitute any right or license for you to use our service marks or trademarks without our prior permission. Markforged Information provided in our blogs should not be considered professional advice. We are under no obligation to update or revise blogs based on new information, subsequent events, or otherwise.
Never miss an article
Subscribe to get new Markforged content in your inbox